Soldadura P5 (5Cr-0.5Mo)
La soldadura de materiales de alta temperatura y resistencia, como el acero P5 (5Cr-0.5Mo), requiere conocimientos especializados y técnicas adecuadas para garantizar la calidad y durabilidad de las uniones soldadas. En este artículo, exploramos las características y procedimientos esenciales para soldar exitosamente el material P5.
Características del material P5 (5Cr-0.5Mo)
El acero P5, también conocido como 5Cr-0.5Mo, es un acero aleado con cromo y molibdeno que ofrece propiedades de alta resistencia, resistencia a la corrosión y capacidad para soportar temperaturas elevadas. Estas características lo hacen ideal para su uso en aplicaciones como tuberías de alta presión y alta temperatura, intercambiadores de calor y calderas en la industria petroquímica y de generación de energía.
Material de soldadura P5 5Cr-0.5Mo
Al soldar el material P5, es importante utilizar el metal de aporte y el procedimiento de soldadura correctos para evitar la formación de grietas, microestructuras duras y otros defectos de soldadura.
La soldadura del material P5 puede ser desafiante, debido a su alto contenido de Cr-Mo en la aleación, lo que puede resultar en alta dureza, susceptibilidad al agrietamiento por hidrógeno y otros problemas de soldabilidad. Sin embargo, con un precalentamiento cuidadoso y un tratamiento térmico posterior a la soldadura, los soldadores pueden lograr una soldadura exitosa en aceros P5.
Al soldar material P5, es importante usar el metal de aporte y el procedimiento de soldadura correctos para evitar el agrietamiento, la formación de microestructuras duras y otros defectos de soldadura.
soldar material P5 puede ser difícil, ya que el alto contenido de Cr-Mo de la aleación puede provocar una alta dureza, agrietamiento por hidrógeno y otros problemas de soldabilidad. Sin embargo, con un precalentamiento cuidadoso y un tratamiento térmico posterior a la soldadura, los soldadores pueden soldar con éxito aceros P5.
Material P5 (aleación 5Cr-0.5Mo)
P5 o comúnmente llamado acero aleado 5Cr-0.5 Mo es un acero aleado con cromo-molibdeno que encuentra uso en ambientes de alta temperatura y alta presión. El material es fuerte y resistente al calor, la oxidación y la corrosión con resistencia a la fluencia.
El material P5, también conocido como aleación 5Cr-0.5Mo, es un acero de aleación utilizado comúnmente en aplicaciones de alta temperatura y alta presión. Aquí tienes algunas características clave y aplicaciones de esta aleación:
Composición:
- 5Cr-0.5Mo se refiere a la composición de la aleación, que contiene aproximadamente un 5% de cromo (Cr) y un 0.5% de molibdeno (Mo).
Características:
- Alta resistencia a la corrosión: La presencia de cromo en la aleación confiere una excelente resistencia a la corrosión, lo que la hace adecuada para entornos químicos agresivos.
- Buena resistencia a altas temperaturas: La adición de molibdeno mejora la resistencia a altas temperaturas y a la oxidación, permitiendo que el material mantenga su resistencia y dureza incluso en condiciones extremas.
- Buena soldabilidad: El acero P5 tiene una buena capacidad de soldadura, lo que facilita su procesamiento y fabricación en diferentes formas y estructuras.
Especificación de materiales P5
El número UNS de acero P5 es K41545. El Número P de la Sección IX de ASME para el material P5 es 5B, Número de Grupo 1 . El material P5 está disponible en varias formas, como placa, hoja, tira, barra y tubería.
Las especificaciones y los grados del material P5 (5Cr-0.5 Mo) son:
- ASTM A182, A336: Piezas forjadas, Grado F5
- A199: Tubos sin soldadura, Grado T5
- A213: Tubos sin soldadura, Grado T5
- A234: accesorios de tubería, grado WP5, Cl1 y Cl3
- A335: Tubos sin soldadura, Grado P5
- A369: Tubos forjados, Grado FP5
- A387: placa, grado 5Cl1, Cl2
- A691: tubería soldada por fusión, grado 5CR Cl1 y Cl2
Estas especificaciones cubren diferentes aspectos del material, como la química, las propiedades mecánicas y el tratamiento térmico.
Composición química del material P5
P5 es un acero de aleación de cromo-molibdeno que se utiliza en aplicaciones de alta presión y alta temperatura.
El material tiene buena soldabilidad y resistencia a la corrosión. La composición del acero incluye cromo, molibdeno, manganeso, silicio, carbono y hierro, como se muestra en la siguiente tabla:
| C % | Mn % | Si % | Cr % | Mes % | S % | PAGS % |
|---|---|---|---|---|---|---|
| 0,15 máx. | 0.30- 0.60 | 0,50 máx. | 4.0- 6.0 | 0.45- 0.65 | 0,030 máx. | 0,030 máx. |
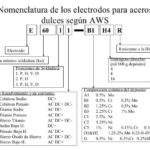
Varilla de soldadura y electrodos P5
Las varillas de soldadura para soldadura de material P5, soldadura 5Cr-0.5Mo se enumeran a continuación:
- E8018-B6
- E8015-B6
- E8016-B6
- E9018-B6 (Para soldar ASTM A Grado F5a
- ER80S-B6
- G CrMo5Si
- F9PZ-EB6-B6 (combinación SAW Flux-wire)
- E80C-B6 (alambre con núcleo de metal para soldar material P5)
Procedimiento de soldadura de materiales P5
El material P5 es un acero ferrítico de baja aleación y alta resistencia. Está clasificado como acero inoxidable martensítico y se usa comúnmente en la construcción de centrales eléctricas y tuberías de alta temperatura en petróleo y gas.
El Procedimiento de soldadura de material P5 es un conjunto de instrucciones de soldadura que se siguen para soldar material P5 de manera segura. Puede encontrar el precalentamiento de soldadura recomendado, PWHT y electrodo de soldadura en API 582 para soldadura de material P5.
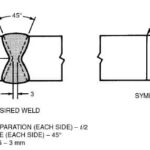
El procedimiento de soldadura de material P5 consta de cuatro pasos:
preparación, soldadura, tratamiento térmico posterior a la soldadura e inspección.
La preparación incluye asegurarse de que los materiales a soldar estén limpios y libres de contaminantes. La soldadura debe realizarse en un ambiente de gas inerte para evitar la oxidación del material si se suelda con TIG o MIG. La purga de raíz es obligatoria para la soldadura de material P5.
No es necesario purgar si se suelda con el proceso de soldadura con electrodo revestido (SMAW).
El tratamiento térmico posterior a la soldadura es necesario para aliviar la tensión en el material y garantizar que el producto final cumpla con todos los requisitos de resistencia y dureza. La inspección se realiza para garantizar que la soldadura cumpla con todos los estándares de calidad.
Soldadura P5 (A335 P5) a acero al carbono
La soldadura de P5 a acero al carbono se realiza con el electrodo de soldadura E8018-B6 y no debe soldarse con el electrodo E7018.
La razón es: la soldadura con E8018-B6 proporcionará una mayor resistencia de soldadura en comparación con el metal base. Esto asegurará que la soldadura sea superior en comparación con el material base del lado de acero al carbono. Esto reducirá las posibilidades de falla en la región de soldadura.
Soldadura P5 a P8
La soldadura de material P5 a P8 se realiza mediante varillas de aportación tipo E309L-15 /16 o ENiCrFe-2/ ENiCrMo-3.
Los siguientes electrodos de soldadura se pueden usar para soldar acero Cr-Mo (P5, P11 P22) a materiales de acero inoxidable (aceros P8):
- E309L-15/16/17
- E309-15/16/17
- ENiCrFe-2
- ENiCrMo-3
- ERNiCrMo-3
- ER309L/ ER309
Soldadura de acero inoxidable 316 según ASTM A335 P5
La soldadura de acero inoxidable 316 a material ASTM A335 P5 se realiza con electrodos E309L-15 o ERNiCrFe-2 o ENiCrMo-3 .
Las varillas de soldadura TIG equivalentes también se pueden usar para soldar acero inoxidable 316 a acero ASTM A355P5. Ejemplos: ER309L, ERNiCrMo-3.
Precalentamiento de soldadura para material P5
El material P5 (5Cr-0.5Mo) debe precalentarse a una temperatura mínima de 300-400 °F (150-200 °C). (Referencia: ASME B31.3 )
La temperatura entre pasadas se mantendrá como máximo en 600 °F (315 °C) durante la soldadura de P5 u otros materiales de acero Cr-Mo. (Referencia: API 582).
PWHT para material P5
PWHT para material P5 se llevará a cabo a una temperatura de 1325 a 1375 (°F). El tiempo de espera se mantendrá en un mínimo de 2 horas.
El tratamiento térmico posterior a la soldadura (Post Weld Heat Treatment, PWHT) es un proceso utilizado en algunos materiales, incluido el P5 (aleación 5Cr-0.5Mo), para mejorar las propiedades mecánicas y reducir el riesgo de fragilización causado por la soldadura. Sin embargo, es importante tener en cuenta que los requisitos de PWHT pueden variar según los códigos y estándares específicos de la industria.
En general, el PWHT para el material P5 puede implicar calentar la junta soldada a una temperatura adecuada y mantenerla a esa temperatura durante un período de tiempo determinado, seguido de un enfriamiento controlado. El objetivo del tratamiento térmico es aliviar las tensiones residuales resultantes de la soldadura y mejorar la tenacidad del material.
Las temperaturas y tiempos de tratamiento específicos pueden variar según las recomendaciones del código de construcción o los requisitos del cliente. Por lo tanto, es esencial seguir las pautas y especificaciones proporcionadas por las normas y reglamentos aplicables, así como por los fabricantes de equipos y componentes.
Es importante consultar con expertos en soldadura y seguir las prácticas y recomendaciones adecuadas para asegurarse de que se realice el tratamiento térmico posterior a la soldadura adecuadamente y se cumplan los requisitos específicos de PWHT para el material P5 en cada caso particular.
Procedimientos esenciales para soldar acero P5
La soldadura de acero P5 requiere una cuidadosa preparación y ejecución de los siguientes pasos para obtener uniones soldadas de alta calidad y durabilidad:
1. Preparación de la superficie
Antes de soldar, es fundamental limpiar y preparar adecuadamente las superficies de las piezas a unir. Esto incluye eliminar cualquier suciedad, grasa, óxido o recubrimientos que puedan interferir con la calidad de la soldadura.
2. Preselección de la técnica de soldadura
Para soldar acero P5, se recomienda utilizar técnicas de soldadura como TIG (Tungsteno Inerte Gas) o SMAW (Shielded Metal Arc Welding), también conocida como soldadura por arco eléctrico con electrodo revestido. Estas técnicas brindan un mayor control sobre el proceso de soldadura y producen uniones de alta calidad.
3. Elección de consumibles y gases de protección
Es importante seleccionar consumibles y gases de protección adecuados para soldar acero P5. Para la soldadura TIG, se recomienda utilizar electrodos de tungsteno y un gas de protección como el argón. En el caso de la soldadura SMAW, se debe emplear un electrodo revestido compatible con el material base, como un electrodo de baja aleación para acero al cromo-molibdeno.
4. Control de la temperatura
El acero P5 debe precalentarse antes de soldar para reducir el riesgo de agrietamiento y asegurar una distribución uniforme del calor. La temperatura de precalentamiento recomendada varía según el grosor y la composición del material, pero generalmente oscila entre 200 y 300°C. Además, durante la soldadura, es importante mantener un control adecuado de la temperatura para evitar el sobrecalentamiento y la formación de zonas afectadas por el calor (ZAC) frágiles.
5. Enfriamiento controlado
Después de soldar, el acero P5 debe enfriarse lentamente y de manera controlada para minimizar el riesgo de agrietamiento y fragilización. Esto se puede lograr mediante el uso de mantas térmicas o el enfriamiento por aire forzado a una velocidad controlada.
Consejos adicionales
- Practique la técnica de soldadura en piezas de prueba antes de soldar piezas críticas para asegurarse de obtener resultados de alta calidad.
- Utilice una máquina de soldar de calidad, con un suministro de corriente estable y las funciones adecuadas para el tipo de soldadura que se va a realizar.
- Mantenga un entorno de trabajo seguro, con buena ventilación y equipos de protección personal adecuados, como guantes, gafas y una máscara de soldadura.
En resumen, la soldadura de acero P5 (5Cr-0.5Mo) requiere una cuidadosa preparación y ejecución de los procedimientos esenciales mencionados anteriormente. Al seguir estas pautas y consejos, podrá soldar exitosamente este material de alta resistencia y capacidad para soportar temperaturas elevadas.